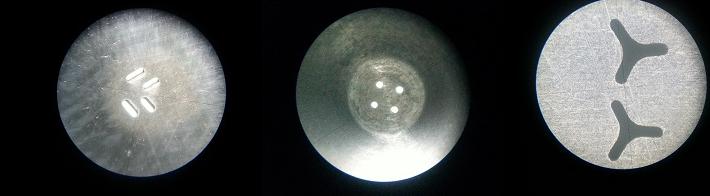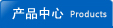
������ӹ���
������ӹ������õ�ŵ�ʴ��ԭ��������Բ��ϸ��˿�缫�����ε缫�ӹ����ָ߾��ȡ��߹��ȵľ���Բ�κ������ס���Ҫ���ڼӹ�����������ף���������������ף��ӹ�����Բ����Χһ���ڡ�0.08~��1mm,����һ����1~5mm���ڡ��ܼӹ���������������ף����и߾��ȡ��߹��ȣ���һ���Ը���
������ӹ���������������估����Һϵͳ��ɡ����������ϵͳ��������ӹ�ר�ø�Ƶ�����Դ������ŷ����Ƶ�Ԫ������������ɡ�
������ӹ�������Ҫ��������
����̨��ߴ� 350x500 mm .
X���г�320 mm .
Y���г�400 mm .
C��ֶȷ�Χ0-360��.
A��ֶȷ�Χ��90��.
W���ŷ��г�200 mm .
���빦��3 KVA .
X��Y��S����Ƶ��� ��0.001mm ��
A��C��ֶȾ��ȣ�5�䡣
A��C��ֶ��ظ����ȣ�3����
����̨�˶��Ķ�λ����(mm)�� ����0.020 ����0.020��
����̨�˶����ظ���λ����(mm) 0.012��
�ļӹ����ȣ���0.003mm�����ܦ�0.2mm ��ȡ�1.0mm ����1Cr18Ni9Ti����
�ӹ�����ֲڶ�: Ra��0.4��m ��
���ӹ�ʱ�䩂30�루����0.2mm ���1.0mm ����1Cr18Ni9Ti����
�ӹ����������Բ�ֲܷ��Ǽ�����н���ɢ�������1�㡣
�ӹ���������ӹ����뷧����������ڡ�3��֮�ڡ�
������ӹ�����������
����X��Y��A��C��W����ý����ŷ����������ϵͳ��ջ����ơ������ŷ�����˶��ٶȿ�Ȳ��������10����
X��Y��A��C��ĵ�λ���أ�Z��W����ŷ���λ�ÿ��ơ����������ù������졢����˿��,���ȸߡ��Զ����ٽ�����С�ӹ���
һ����������ɿ�λ�Զ��ӹ������������ӹ�����������ӹ����̳������缫��ʵ���Զ��ӹ�
��������ù��ػ������ػ������ȶ�������С����USB�ӿڡ�
��������Ϊ�����������ɸ��ݿͻ�Ҫ���ơ��ӹ������У�ʵ�ʼӹ�ʱ�����趨ʱ��ƫ����趨��Χʱ�����������Զ��Աߺ������Ĺ��ܣ�����G�����̺�ͼ�λ���̣��ɼ���CAD�ļ���
�����г̿ɸ��ݿͻ�Ҫ���ƻ����Ĺ��
�����ʶ��ݻ���Ƽ�����˾�ṩ���ص��������������Ƭ�ӹ������ӹ���������˾�ɸ��ݿͻ�����Ҫ���������Ƹ��ֵ�ӹ�ר����ͬʱ��Ϊ�ͻ��ṩ����ӹ����������