Он»ҜЕзҝЧјУ№Ө»ъ
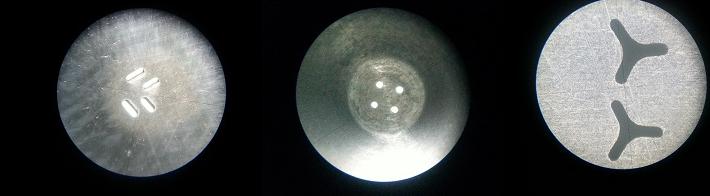
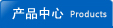
Он»ҜЕзҝЧјУ№Ө»ъАыУГөз»р»Ё·ЕөзКҙіэФӯАнЈ¬ІЙУГФІРОПёіӨЛҝөзј«»тТмРОөзј«јУ№ӨёчЦЦёЯҫ«¶ИЎўёЯ№вҪа¶ИөДҫ«ГЬФІРОәНТмРООўҝЧЎЈЦчТӘУГУЪјУ№ӨёчАаОн»ҜЕзҝЧЈ¬ЕзУНЧмБгјюҫ«ГЬОўҝЧЈ¬јУ№Өҫ«ГЬФІРООўҝЧ·¶О§Т»°гФЪЎй0.08~Ўй1mm,ҝЧЙоТ»°гФЪ1~5mmТФДЪЎЈДЬјУ№ӨёчАаЕзЧмөДҫ«ГЬОўҝЧЈ¬ҫЯУРёЯҫ«¶ИЎўёЯ№вҪа¶ИЈ¬ҝЧҫ¶Т»ЦВРФёЯЎЈ
Он»ҜЕзҝЧјУ№Ө»ъУЙЦч»ъЎўөзҝШПдј°№ӨЧчТәПөНіЧйіЙЎЈөзҝШПдКэҝШПөНіЎўөз»р»ЁОўҫ«јУ№ӨЧЁУГёЯЖөВціеөзФҙЎўјмІвЛЕ·юҝШЦЖөҘФӘј°»ъҙІөзЖшЧйіЙЎЈ
Он»ҜЕзҝЧјУ№Ө»ъҙІЦчТӘјјКхІОКэ
№ӨЧчМЁГжіЯҙз 350x500 mm .
XЦбРРіМ320 mm .
YЦбРРіМ400 mm .
CЦб·Ц¶И·¶О§0-360Ўг.
AЦб·Ц¶И·¶О§ЎА90Ўг.
WЦбЛЕ·юРРіМ200 mm .
КдИл№ҰВК3 KVA .
XЎўYЎўSЦбҝШЦЖөұБҝ Јә0.001mm ЎЈ
AЎўCЦб·Ц¶Иҫ«¶ИЈә5ЎдЎЈ
AЎўCЦб·Ц¶ИЦШёҙҫ«¶ИЈә3ЎҜЎЈ
№ӨЧчМЁФЛ¶ҜөД¶ЁО»ҫ«¶И(mm)Јә әбПт0.020 ЧЭПт0.020ЎЈ
№ӨЧчМЁФЛ¶ҜөДЦШёҙ¶ЁО»ҫ«¶И(mm) 0.012ЎЈ
ҝЧөДјУ№Өҫ«¶ИЈәЎА0.003mmЈЁҝЧҫ¶ЎЬҰө0.2mm әс¶ИЎЬ1.0mm ІДБП1Cr18Ni9TiЈ©ЎЈ
јУ№ӨұнГжҙЦІЪ¶И: RaЎЬ0.4ҰМm ЎЈ
өҘҝЧјУ№ӨКұјд©Ӯ30ГлЈЁҝЧҫ¶Ўй0.2mm әс¶И1.0mm ІДБП1Cr18Ni9TiЈ©ЎЈ
јУ№ӨЕзУНЧмЕзҝЧФІЦЬ·ЦІјҪЗј°ЦбПтјРҪЗЖдЙўІоІ»і¬№эЎА1ЎгЎЈ
јУ№ӨЕзУНЧмЕзҝЧјУ№ӨәуХл·§МеЕзҝЧБчБҝФЪЎА3ЈҘЦ®ДЪЎЈ
Он»ҜЕзҝЧјУ№Ө»ъҙІөДРФДЬ
КэҝШXЎўYЎўAЎўCЎўWЦбІЙУГҪ»БчЛЕ·юөз»ъј°Зэ¶ҜПөНі°лұХ»·ҝШЦЖЎЈҪ»БчЛЕ·юөз»ъФЛ¶ҜЛЩ¶ИҝмұИІҪҪшөз»ъҝм10ұ¶ЎЈ
XЎўYЎўAЎўCЦбөДөгО»КэҝШЈ¬ZЎўWЦбөДЛЕ·юј°О»ЦГҝШЦЖЎЈ»ъҙІҫщІЙУГ№ц¶Ҝөј№мЎў№цЦйЛҝёЬ,ҫ«¶ИёЯЎЈЧФ¶ҜёЯЛЩҪшРРЙоРЎҝЧјУ№ӨЎЈ
Т»јьҝӘЖфЈ¬НкіЙҝЧО»ЧФ¶ҜјУ№ӨЈ¬ҝЙТФЕъБҝјУ№ӨБгјюЈ¬ХыёцјУ№Ө№эіМіэёь»»өзј«НвКөПЦЧФ¶ҜјУ№Ө
јЖЛг»ъІЙУГ№ӨҝШ»ъЈ¬№ӨҝШ»ъРФДЬОИ¶ЁЈ¬ёЙИЕРЎЎЈҙшUSBҪУҝЪЎЈ
КэҝШИнјюОӘЧФЦчҝӘ·ўЈ¬ҝЙёщҫЭҝН»§ТӘЗу¶ЁЦЖЎЈјУ№Ө№эіМЦРЈ¬КөјКјУ№ӨКұјдУлЙи¶ЁКұјдЖ«Іоі¬№эЙи¶Ё·¶О§КұұЁҫҜЎЈҫЯУРЧФ¶Ҝ¶ФұЯәНХТЦРРД№ҰДЬЈ¬ІЙУГGҙъВлұаіМәННјРО»ҜұаіМЈ¬ҝЙјжИЭCADОДјюЎЈ
ёчЦбРРіМҝЙёщҫЭҝН»§ТӘЗу¶ЁЦЖ»ъҙІөД№жёсЎЈ
ЛХЦЭВК¶ыҪЭ»ъөзҝЖјјУРПЮ№«ЛҫМṩКэҝШөз»р»ЁОўҝЧ»ъЈ¬ЕзУНЧмЕзЖ¬ОўҝЧјУ№ӨЈ¬өзҪвјУ№ӨјјКх·юОсЈ¬№«ЛҫҝЙёщҫЭҝН»§МШКвТӘЗуЈ¬БҝЙн¶ЁЦЖёчЦЦөз»р»ЁјУ№ӨЧЁ»ъЈ¬Н¬КұҝЙОӘҝН»§МṩХыМЧөзјУ№ӨҪвҫц·Ҫ°ёЎЈ